我们的茂名【本地】启闭机多家仓库发货视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:茂名茂名【本地】启闭机多家仓库发货的图文介绍


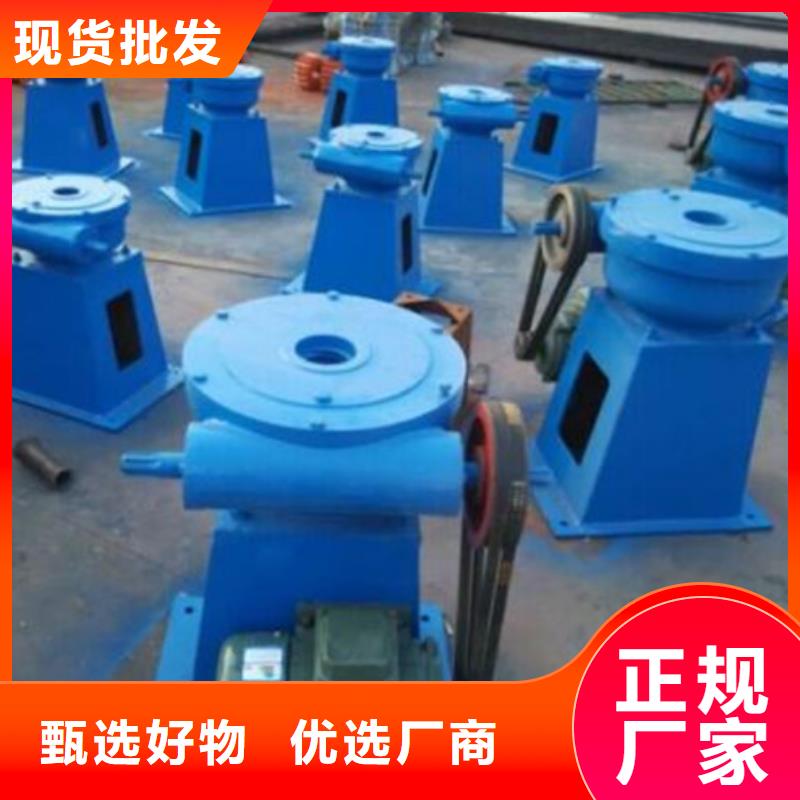
侧摇式启闭机具有自锁功能,闸门可停留在任何位置。启闭机为全封闭型,适于露天安装。配有磁力锁和专用扳手,具有防盗水功能。机身可浇注在水泥中,具有防盗机功能。
螺杆式启闭机3T-100T;手推带锁式、全封闭式0.3T-30T;螺杆侧摇式0.5-2T;螺杆手摇式、手电两用式3T-100T(单、双吊式);铸铁闸口、高压铸铁闸口、双面止水闸口、平面滑动钢闸口、平面定轮钢闸口、镶铜铸铁方闸口、镶铜铸铁圆闸口、可调理式堰门、扣门(潮门)、机门一体式闸口、弧形闸口、叠梁式闸口、不锈钢闸口等。
QPQ型、QPK型、QPG型、QPT型、QHQ型卷扬式启闭机,单、双吊式),格栅清污机等。
橡胶止水带651型、652型、653型、遇水胀大型等各种橡胶止水带,止水橡皮有P60、P50、P45、P35和各种表里角落、平板、桥梁支座等,也可根据用户的要求加工订座各种异型橡胶制品。广泛应用于水利水电工程、河道管理工程、各类给排水工程及城市污水管理工程、环境保护、水产饲养等。



瑞鑫铸铁闸门启闭机钢闸门清污机水工机械厂坐落于传统与创新交融的茂名国家高新技术产业开发区,拥有100万平方米 启闭机闸门、生产基地。10多年春华秋实、初心不变,我们坚守着做 启闭机闸门、行业追求者的品牌定位,为改变 启闭机闸门、而精工智造!


其规格型号有:手扳式、封锁代锁式、侧摇式、手摇式、全封锁式、直联式、手电两用式.本产品都务有无电地域均可运用.螺杆启闭机的装置调整及试车机器的装置质量影响运用效果与寿命,请用户一定要留意.工程整体质量(如闸槽垂直度、闸门装置质量吊点位置等)对装置质量有直接影响,用户装置启闭机前认真检查工程质量,确保无误前方可与启闭机联接试用。在正式运转前应留意如下事项:
一,肃清外表污垢、灰尘、各光滑点加足光滑油脂;
二、装置时应保证机器与闸门同心度,误差不能超越5mm;
三、机器装上,先行空载运转两个全程检查有无异常;
四、试车时先提升100mm,检查各部件有无变形,闸门在门槽中的滑动状况,确认无误码前方可继续提升,每提升0。5m再检查一次。



在安装时一定要保持底座基础布置平面水平180o;启闭机底座与基础布置平面的接触面积要达到90%以上;螺杆轴线要垂直闸台上衡量的水平面;要与闸板吊耳孔文和垂直,避免螺杆倾斜,造成局部受力而损坏机件。 2、将手动螺杆启闭机置于安装位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入机器中,当螺杆从机器的上方露出后,再套上限位盘。螺杆的下方与闸门连接。 3、对于安装启闭机的基础必须稳固安全。机座和基础构件的混凝土,按图纸的规定浇筑,在混凝土强度未达到设计强度时,不准拆除和改变启闭机的临时支撑,更不得进行试调和试运转。 4、在安装时根据闸门起吊中心线,找正中心使纵横向中心线偏差不过正负3mm,高程偏差不过正负5mm。然后浇注二期混凝土或与预埋钢板连接。 5、 对于产品的电气设备的安装,一定符合图纸及说明书的规定,全部电气设备均可靠的接地。 6、 在产品安装完毕,要对机器进行清理,补修已损坏的保护油漆,灌注润滑脂。







 扫一扫
扫一扫