为了给您提供更全面的《宿州》(当地)钢板卷管产品参数产品信息,解锁《宿州》(当地)钢板卷管产品参数产品新体验,视频带你玩转每个细节!
以下是:宿州《宿州》(当地)钢板卷管产品参数的图文介绍
钢板卷管产品参数")
钢板卷管产品参数")
钢板卷管的生产过程介绍:1.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。2.带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢板卷管后采用自动埋弧焊补焊。3.成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4.采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5.采用外控或内控辊式成型。6.采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7.内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。8.焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。9.采用空气等离子切割机将钢板卷管切成单根。10.切成单根钢板卷管后,每批钢板卷管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢板卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11.焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。12.带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。13.每根钢板卷管经过静水压试验,压力采用径向密封。试验压力和时间都由钢板卷管水压微机检测装置严格控制。试验参数自动打印记录。
钢板卷管产品参数")
钢板卷管产品参数")
钢板卷管产品参数")
山特金属制品有限公司位于[地址。经营范围包括 异形管、。我公司以科学的管理、准确的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。品牌、销售和网络服务支撑了公司市场地位的竞争要素,精心编织销售和网络服务,建立和完善市场快速反应机制,适应市场变化的随机性,满足市场产品需求的多样性。
钢板卷管产品参数")
钢板卷管产品参数")
钢板卷管新而干净的铝和其他软卷筒金属可以用溶剂清洗充分清洁。尘土和松散的腐蚀物可用清洁剂去除干净;旧涂料可以用塑料粒子或其他轻喷砂方法清除而用粗粒子(钢珠或钢丸)喷砂法会损坏软金属表面。这些金属表面可以先清洗以增加对油性或乳胶涂料的附着性。? 2、合金钢? 低合金钢卷筒一般不需要通过涂装来防护,但要依靠所形成的自然氧化膜。如果需要去除不明显的锈斑进行涂装就需要高压或超高压水喷射法。为达到表面粗糙度,还要求增加喷砂粒子。一般采用钢结构通常使用的涂装系统. 温馨提醒:卷筒金属材质表面涂装目的是为了满意外观,为使得底漆和不金属紧密附着,需要足够的粗糙度,通常用坚硬的非铁喷砂粒子,如氧化铝、石榴石、金刚砂 厚壁卷管致力于生产环缝、纵环各类卷管及钢制压力钢管并在传统卷制设备同类规格型号的基础上进行改造。使卷焊钢管设备的各项参数提高30%之功能,填补了原有传统卷制设备不能生产的空白。可生产直径400以上,壁厚8-100mm的钢管。材质主要有Q235、Q345、20#、16锰、16锰容等。产品执行标准为:GB/T50205-2001、GB/T3092-2001等。产品广泛用于石油、化工、天然气输送、打桩及城市供水、供热、供气等工程。
钢板卷管产品参数")
钢板卷管产品参数")
钢板卷管产品参数")
stgg

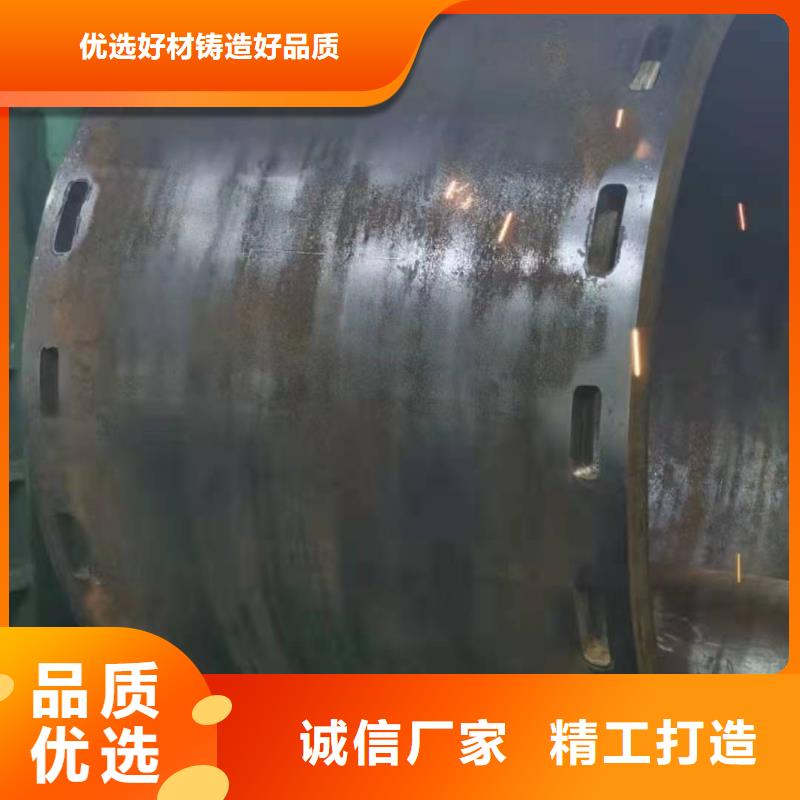
钢板卷管钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。





 扫一扫
扫一扫