

 扫一扫
扫一扫


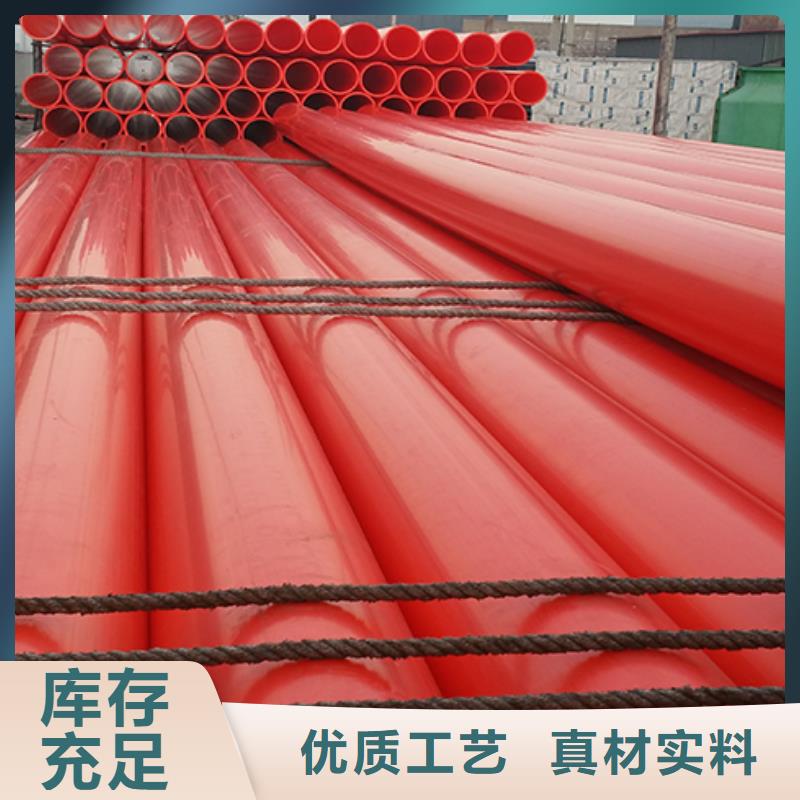
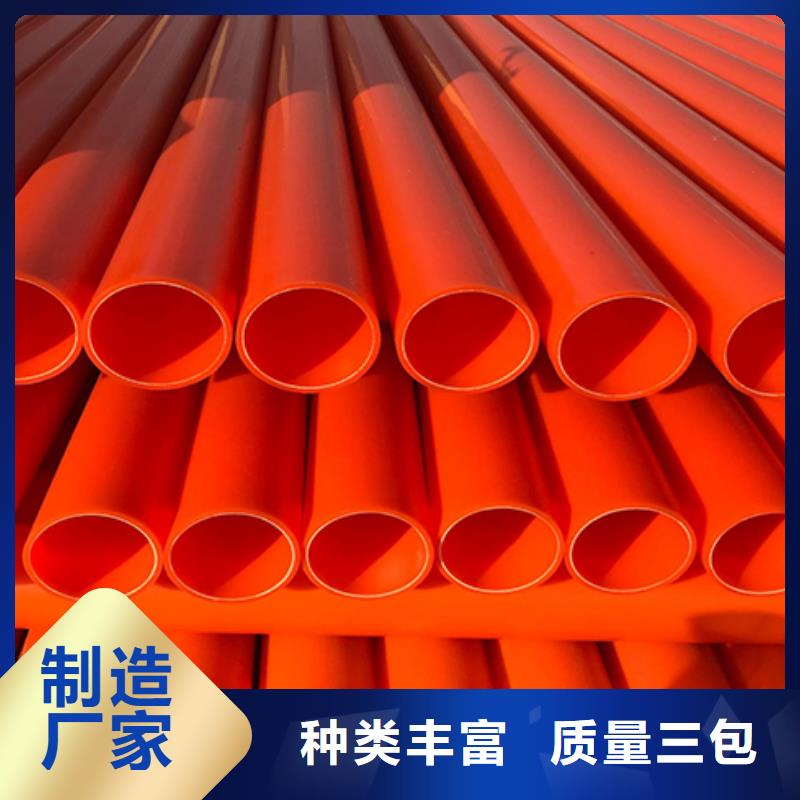
2、MPP电力管端面铣平
(1)将机架后退到较后方,置入铣刀,先打开铣刀电源开关,然后合拢管材两端,并加以适当的应力,直到两端有连续的切屑出现后,(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度)略等片刻,再退开活动架,关闭铣刀电源;
(2)取出铣刀,合拢两端,检查两端对齐情况:管材两端的错位量不能超过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm)以下、0.5mm(de225mm~400mm),如不满足,应再次铣削,直到满足为止。
注:把管材焊接部分的氧化层铣切掉(较大切削厚度为0.5mm)。管的两端面正好平行(较大偏离为0.3mm)管端的偏心不能大于0.5mm。(注意:管端不能接触弄脏,而且要立刻焊接。)



以质量求发展,把好的漯河钢衬塑管道交付客户

漯河钢衬塑管道支持多种规格定制,24小时客服








中雄管业有限公司成立于2017年,坐落于风景优美、人文荟萃的——漯河。公司长期致力于【漯河钢衬塑管道、】产品的生产研发工作,公司具有良好的企业形象和品牌形象,常年参加国内外大型专业【漯河钢衬塑管道、】展。公司视质量为生命,严格执行各项工艺标准和操作规程,严格控制每一个生产流程与细节,确保质量的稳定性和【漯河钢衬塑管道、】产品的完善性。公司秉承质量、求实、求新、服务的宗旨,本着服务大众的精神,更以优良的质量,完善的售后获得了广大用户的信赖。热忱欢迎广大用户光临惠顾!

技术支持:cnwbgg.com